

Продукция



-

Тяжелый трубный резьбонарезной станок с ЧПУ Qk1327, токарный станок с ЧПУ с контроллером GSK
-

Горизонтальный трубный резьбонарезной станок с ЧПУ QK1313, автоматический токарный станок с ЧПУ для металла
-

Автоматический тяжелый горизонтальный плоскостаночный токарный станок с ЧПУ CK61125 с гидравлическим патроном
-

Вертикальный пятиосевой обрабатывающий центр с ЧПУ Vmc1370 для металла, заводская цена, горячий товар
-

Токарный станок с ЧПУ CK6140, узлы, плоскостаночный токарный станок для металла
-

Вертикальный обрабатывающий центр VMC1160 для пятиосевой обработки, пятиосевой фрезерный станок с ЧПУ
-

Вертикальный обрабатывающий центр с ЧПУ VMC650 высокой точности с системами Siemens и Fanuc
-

Наклонный токарный станок с ЧПУ TCK40 с резцедержателем типа “ганг-тул” и приводной силовой головкой для металлообработки
-

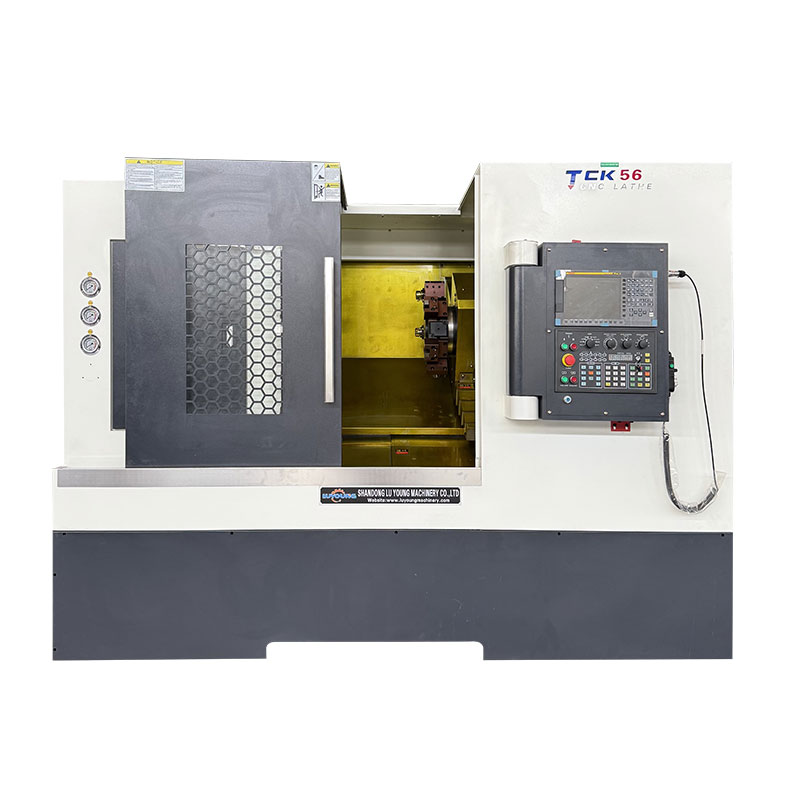
Металлорежущий токарный станок с ЧПУ TCK56 с гидравлическим патроном и сервоприводом Fanuc
-

Токарный станок с ЧПУ Ck6136 с устройством подачи прутка и восьмипозиционным гидравлическим патроном
-

Двухшпиндельный токарный станок с ЧПУ TCK56 от производителя, наклонный токарный обрабатывающий центр с приводным инструментом
-
Автоматический токарный станок с ЧПУ с подачей заготовки TCK56 с приводным инструментом
-

Токарный станок с ЧПУ QK1319 для обработки металлических труб и резьбы
-
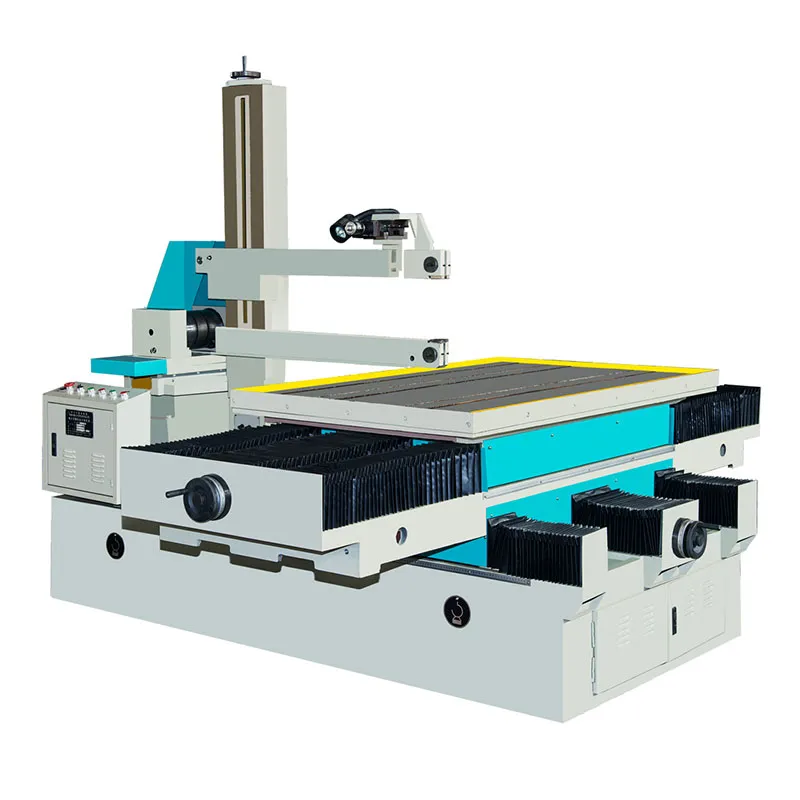
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
-

Горизонтальный металлорежущий токарный станок Qk1322, автоматический токарный станок с ЧПУ для металла
-

Вертикальный тяжелый обрабатывающий центр с ЧПУ VMC1580 для металлообработки






Обрабатывающий центр с ЧПУ швейцарского типа Sm205, пятиосевой автоматический токарно-фрезерный станок для стоматологии
Высокоточный автоматический токарный станок с ЧПУ пруткового типа SM205 с двумя шпинделями. Станок швейцарского типа предназначен для обработки нержавеющей стали, титановых сплавов, латуни, алюминиевых сплавов, платины и иридиевых сплавов. Идеально подходит для высокоточной обработки сложных деталей в авиационной, аэрокосмической, автомобильной, мотоциклетной промышленности, в сфере телекоммуникаций, холодильного оборудования, оптики, бытовой техники, электроники, часового производства, производства игрушек, а также в медицинской отрасли.
Описание
маркер
Стандартная комплектация основного оборудования
| номер | Имя | номер | Имя |
| 1 | Встроенный электрический шпиндельный узел и зажимное устройство | 12 | Устройство ЧПУ (FANUC 0i-TF plus) |
| 2 | Механический шпиндель и зажимное устройство для подкосов | 13 | Цветной ЖК-дисплей с диагональю 10,4 дюйма |
| 3 | Синхронизированная поворотная направляющая | 14 | Управление осью C (шпиндель/задний шпиндель) |
| 4 | Без проводника и охранника | 15 | Функция постукивания |
| 5 | Автоматическая система смазки | 16 | сетевой интерфейс |
| 6 | Система смазочно-охлаждающих жидкостей для резки | 17 | Теплообменник |
| 7 | Вентиляционные установки | 18 | Держатели инструментов 6x□16 OD |
| 8 | Устройство для выталкивания деталей | 19 | Силовая головка для бокового фрезерования (5-осевой тип) |
| 9 | Конвейерная установка | 20 | Место для торцевого сверления (5-осевой тип) |
| 10 | рабочее освещение | 21 | Задний фиксированный держатель сверла (4xER16) |
| 11 | сигнальная лампа | 22 | защита от утечки на землю |
Основные технические характеристики и параметры станка (стандартные)
| ■ Стандартная конфигурация шпинделя (MAIN) | Сквозное отверстие в гильзе 24 | |||
| Артикул | SM205F | |||
| Максимальный диаметр обработки | φ20мм | |||
| Максимальный ход шпиндельного стола | стандарт | 210мм | ||
| без гида | 2.5D | |||
| токарный станок | Количество инструментов | 6 | ||
| Технические характеристики инструмента | 6*□12мм | |||
| обработка торцевых поверхностей | Количество инструментов | Позитивный инструмент удержания | 5 палочек. | |
| Максимальное сверление | фиксатор | φ10мм(SUS303) | ||
| Максимальная резка и нарезание резьбы | фиксатор | M8*P1.25(SUS303) | ||
| Боковые фрезерные инструменты | Количество инструментов | 5 палочек. | ||
| Технические характеристики инструмента | 5 ER16 (2 съемных) | |||
| Максимальное сверление (SUS303) | φ8мм | |||
| Максимальная резьба (SUS303) | M6*P1.0 | |||
| Максимальное фрезерование (SUS303) | φ10мм | |||
| Максимальный размер установленного пильного диска | φ50мм | |||
| Максимальная скорость | ER16 | 5,000мин⁻¹ | ||
| мощность | 1.0кВт | |||
| ВЫСОКАЯ СКОРОСТЬ ПЕРЕКЛЮЧЕНИЯ | Z1 | 30м/мин | ||
| X1 | 24м/мин | |||
| Y1 | 30м/мин | |||
| Максимальная скорость вращения шпинделя | 10,000мин⁻¹ | |||
| Степень вращения шпинделя | Управление осью C (0,001º) | |||
| Мощность шпинделя | 2.2/3.7кВт | |||
| Диаметр проходного отверстия шпинделя | φ24мм | |||
| Объем охлаждающей жидкости | 180л | |||
| Мощность двигателя охлаждения | 0.4кВт | |||
| Габаритные размеры (Д*Ш*Г) | 2570*1520*1710 | |||
| Вес машины | 3600кг | |||
| ■ Стандартная конфигурация второго шпинделя (SUB) (электроинструмент для задней стенки - опция) | ||||
| Максимальный диаметр обработки | φ20мм | |||
| Максимальная длина разгружаемых частей | 80мм | |||
| Максимальная длина зажимного выступа | 50мм | |||
| Обработка задней стороны | Количество лопастей | ER16 | 4 (фиксированный) | |
| Максимальное сверление | фиксатор | φ8мм | ||
| вращающийся инструмент | φ6мм | |||
| Максимальная нарезка | фиксатор | M6*P1.0(SUS303) | ||
| вращающийся инструмент | M5*P0.8 | |||
| ВЫСОКАЯ СКОРОСТЬ ПЕРЕКЛЮЧЕНИЯ | Z2 | 30м/мин | ||
| X2 | 24м/мин | |||
| Максимальное количество оборотов второго шпинделя | 8,000мин⁻¹ | |||
| Степень второго шпинделя | Управление осью C (0,001º) | |||
| Мощность второго шпинделя | 1.5/2.2кВт | |||
| ■ точный | точность положения | 0.005 | ||
| Точность повторного позиционирования | 0.003 | |||
| Биение отверстия шпинделя | 0.005 | |||
Перечень основных покупных комплектующих
| No | Часть или компонент | Модель или спецификация | производитель | примечание |
| 1 | система числового программного управления | FANUC 0i-TF plus | FANUC | |
| 2 | двигатель шпинделя | 2.2/3.7кВт | FANUC | |
| 3 | Второй двигатель шпинделя | 1.5/2.2кВт | FANUC | |
| 4 | Двигатель для бокового фрезерования | 1.0кВт | FANUC | |
| 5 | Шпиндельный узел | NSK | Высокоскоростные радиально-упорные подшипники, класс P4 | |
| 6 | шариковый винт | HIWIN | Прецизионное шлифование класса C3 | |
| 7 | Винтовые подшипники | NSK | Для винтов | |
| 8 | Подшипники силовой головки | NSK | Радиально-упорные подшипники, класс P4 | |
| 9 | Путеводитель по роликам | HIWIN | Точность P | |
| 10 | синхрогид | Синчуан | ||
| 11 | пневматическая система | Ядэкэ | ||
| 12 | Система смазки | Баотэн | ||
| 13 | система охлаждения | Ялун | ||
| 14 | Модули реле | Шаньсэнь | Интеллектуальные диски | |
| 15 | прерыватель | Шнайдер | ||
| 16 | Защитный выключатель питания | Шнайдер | ||
| 17 | синхронный ремень | ЮНИТТА (Япония) |
Перечень документации, поставляемой со станком
| No | Часть или компонент | Модель или спецификация | количество | Ед. изм. | примечание |
| 1 | Сертификат соответствия станков | 1 | экз. | Включая протокол проверки точности | |
| 2 | Инструкции по эксплуатации станков | 1 | кн. | ||
| 3 | Руководство по эксплуатации системы | 1 | Ps | Электронная версия | |
| 4 | Руководство по программированию системы | 1 | Ps | Электронная версия | |
| 5 | упаковочные листы | 1 | экз. |



Описание продукта
Высокоточный автоматический токарный станок с ЧПУ пруткового типа SM205 с двумя шпинделями. Станок швейцарского типа предназначен для обработки нержавеющей стали, титановых сплавов, латуни, алюминиевых сплавов, платины и иридиевых сплавов. Идеально подходит для высокоточной обработки сложных деталей в авиационной, аэрокосмической, автомобильной, мотоциклетной промышленности, в сфере телекоммуникаций, холодильного оборудования, оптики, бытовой техники, электроники, часового производства, производства игрушек, а также в медицинской отрасли.
Особенности продукта
1. Высокоточный автоматический токарный станок с ЧПУ пруткового типа SM205 с двумя шпинделями. Конфигурация режущего инструмента: 22 инструмента, из которых 13 являются неподвижными, а 9 — приводными, что позволяет выполнять сложные операции обработки.
2. Система ЧПУ FANCO: обеспечивает стабильность работы и самодиагностику (диагностика патрона, выталкивателя, системы охлаждения масла, процесса резания, а также неисправностей инструмента).
3. Передний инструментальный блок: 5 неподвижных инструментов, 4 активных инструмента для поперечного сверления, 6 неподвижных инструментов для фасонной обработки.
4. Задний инструментальный блок: 1 неподвижный инструмент и 3 приводных инструмента.
5. Высокоточная система смены заготовок: Механизм смены отличается высокой надежностью и устойчивостью к износу, что обеспечивает непрерывность технологического процесса.
6. Эксцентриковый инструмент для станков швейцарского типа: 1 неподвижный и 2 приводных инструмента. Готовые детали обрабатываются на нашем станке.
связаться с нами
Сопутствующие популярные продукты

Токарный станок с ЧПУ Ck0640 от поставщика, однофазный мини токарный станок с ЧПУ из Китая с устройством подачи прутка
CK0640 — это малогабаритный прецизионный горизонтальный токарный станок с ЧПУ, предназначенный в основном для высокоточной серийной обработки мелких деталей типа тел вращения, таких как валы и диски. Он идеально подходит для компактных и гибких производственных линий в таких отраслях, как электроника, приборостроение и производство автомобильных компонентов.
Токарный станок с ЧПУ Ck6136 с устройством подачи прутка и восьмипозиционным гидравлическим патроном
CK6136 — это экономичный высокоточный горизонтальный токарный станок с ЧПУ, предназначенный для серийной и прецизионной обработки мелких и средних деталей типа валов и дисков. Он оптимизирован для производства базовых и ключевых компонентов в различных отраслях промышленности и является основным оборудованием для небольших заводов, механических цехов и производственных линий крупных предприятий в качестве комплектующего оборудования.

Параллельный токарный станок с ЧПУ CK6180, наклонная станина, токарный станок с ЧПУ для металла из Китая
CK6180 — это тяжелый токарный станок с ЧПУ, плоской станиной и закаленными направляющими. Он предназначен в основном для высокоточной серийной обработки крупных и средних деталей типа тел вращения, таких как валы и диски. Оборудование идеально подходит для производственных линий в автомобильной, аэрокосмической, энергетической и многих других отраслях промышленности. Ключевыми преимуществами являются высокая жесткость, высокая точность, большой крутящий момент и высокая стабильность.
Вертикальный тяжелый обрабатывающий центр с ЧПУ VMC1580 для металлообработки
VMC1580 — это крупногабаритный вертикальный обрабатывающий центр с повышенной грузоподъемностью и высокой жесткостью. При одной установке заготовки он позволяет выполнять точную обработку по многим операциям: фрезерование, сверление, растачивание, зенкерование, нарезание резьб, обработку сложных криволинейных поверхностей и полостей.

Высокоскоростной проволочно-вырезной электроэрозионный станок DK7745f, станок с ЧПУ для высокоскоростной проволочной резки
Прожигной ЧПУ-станок с протяжкой проволоки высокой скорости модели DK7745 (±3°) с конической обработкой (управляющая система AUTOCUT, интегрированное программное и пусковое управление в шкафу) – каждая единица оборудования включает в себя комплектацию.
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
Электроэрозионный станок с ЧПУ для быстрого резания проволокой модели DK7780 (±3°) (с интегрированной системой управления AUTOCUT в корпусе)

Автоматический токарный станок с ЧПУ TCK50, наклонный токарный обрабатывающий центр с ЧПУ с сервоприводом Fanuc
Серия многофункциональных токарных станков с ЧПУ TCK50 — это высокоскоростное и точное оборудование для числового программного управления, производимое нашей компанией с использованием японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными производителями, а ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для гарантии высокой точности изготовления.
Горизонтальный трубный резьбонарезной станок с ЧПУ QK1313, автоматический токарный станок с ЧПУ для металла
Токарно-винторезный станок для трубной резьбы QK1313 отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
Вертикальный обрабатывающий центр с ЧПУ VMC650 высокой точности с системами Siemens и Fanuc
VMC650 — это малогабаритный вертикальный обрабатывающий центр с высокой жёсткостью, точностью и производительностью. Основное назначение — обработка сложных деталей и пресс-форм мелкими и средними партиями. Позволяет выполнять многооперационную обработку за одну установку, отличается высокой экономичностью и универсальностью.
Наклонный токарный станок с ЧПУ TCK40 с резцедержателем типа “ганг-тул” и приводной силовой головкой для металлообработки
Серия многофункциональных станков с ЧПУ TCK40 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для гарантии высокой точности изготовления.
Токарный станок с ЧПУ QK1319 для обработки металлических труб и резьбы
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
Токарный станок с ЧПУ CK6140, узлы, плоскостаночный токарный станок для металла
CK6140 — это горизонтальный токарный станок с ЧПУ и двухосевым управлением, предназначенный для высокоэффективной и высокоточной обработки деталей типа тел вращения, таких как валы и диски. Он подходит для серийного производства в автомобильной, электронной, общем машиностроении и других отраслях. Производственная линия этих станков основана на модульной сборке и сквозном контроле качества на всех этапах.
Вертикальный пятиосевой обрабатывающий центр с ЧПУ Vmc1370 для металла, заводская цена, горячий товар
VMC1370 относится к вертикальным обрабатывающим центрам с большим ходом и повышенной грузоподъемностью. При одной установке заготовки выполняются фрезерование, сверление, растачивание, зенкование, нарезание резьбы, обработка криволинейных и сложных поверхностей с высокой точностью.

CK6163, оптовый токарный станок с ЧПУ плоскостаночный, токарный обрабатывающий центр 1 метр, станок-автомат с ЧПУ
CK6163 – это горизонтальный токарный станок с ЧПУ большого поворота, высокой жесткостью и экономичной конструкцией. Основное назначение – эффективная и высокоточная токарная обработка крупноразмерных деталей вала, диска и втулки. Подходит для мелкосерийного и крупносерийного производства разнообразной продукции.
Горизонтальный металлорежущий токарный станок Qk1322, автоматический токарный станок с ЧПУ для металла
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.

VMC855, высокоскоростной вертикальный обрабатывающий центр с ЧПУ из Китая для фрезерной обработки металла
VMC855 — это популярный среднеразмерный вертикальный обрабатывающий центр, предназначенный для точной обработки средних и крупных деталей, пресс-форм и серийного производства. Он отличается большим ходом, повышенной жесткостью и высокой производительностью, являясь основным оборудованием для мелкосерийного производства и автоматизированных линий.



