

Продукция



-

Тяжелый трубный резьбонарезной станок с ЧПУ Qk1327, токарный станок с ЧПУ с контроллером GSK
-
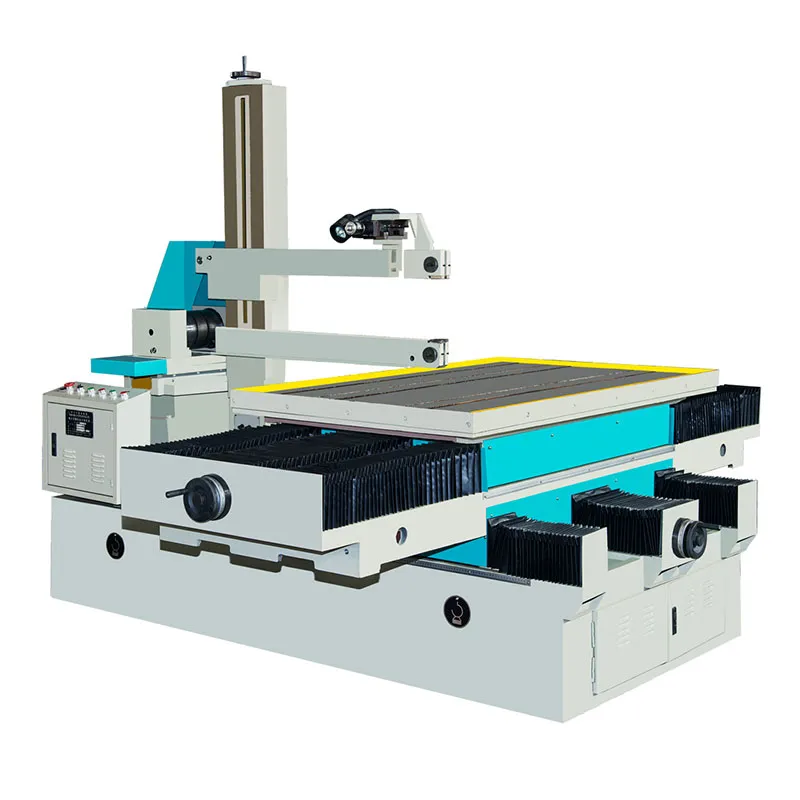
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
-

Вертикальный обрабатывающий центр VMC1160 для пятиосевой обработки, пятиосевой фрезерный станок с ЧПУ
-

Вертикальный тяжелый обрабатывающий центр с ЧПУ VMC1580 для металлообработки
-

Новинка, точный горизонтальный токарный станок с ЧПУ CK61100, горизонтальный токарный станок для обработки металла
-

Параллельный токарный станок с ЧПУ CK6180, наклонная станина, токарный станок с ЧПУ для металла из Китая
-

Токарный станок с ЧПУ QK1319 для обработки металлических труб и резьбы
-
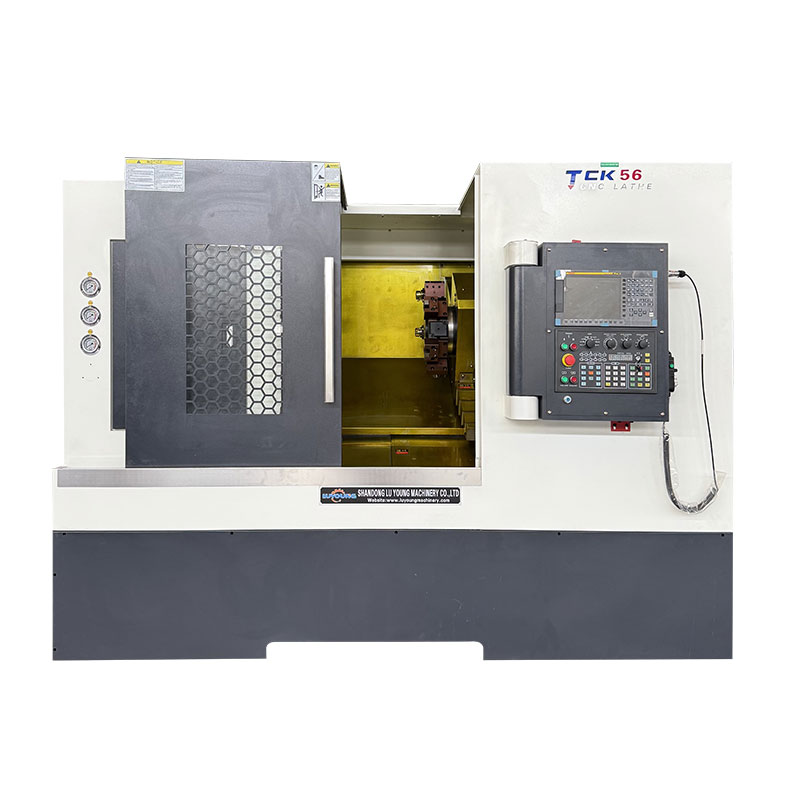
Автоматический токарный станок с ЧПУ с подачей заготовки TCK56 с приводным инструментом
-

Автоматический тяжелый горизонтальный плоскостаночный токарный станок с ЧПУ CK61125 с гидравлическим патроном
-

Металлорежущий токарный станок с ЧПУ TCK56 с гидравлическим патроном и сервоприводом Fanuc
-

Двухшпиндельный токарный станок с ЧПУ TCK56 от производителя, наклонный токарный обрабатывающий центр с приводным инструментом
-

Горизонтальный металлорежущий токарный станок Qk1322, автоматический токарный станок с ЧПУ для металла
-

Высокоточный пятиосевой вертикальный обрабатывающий центр для фрезерной обработки металла Vmc1270
-
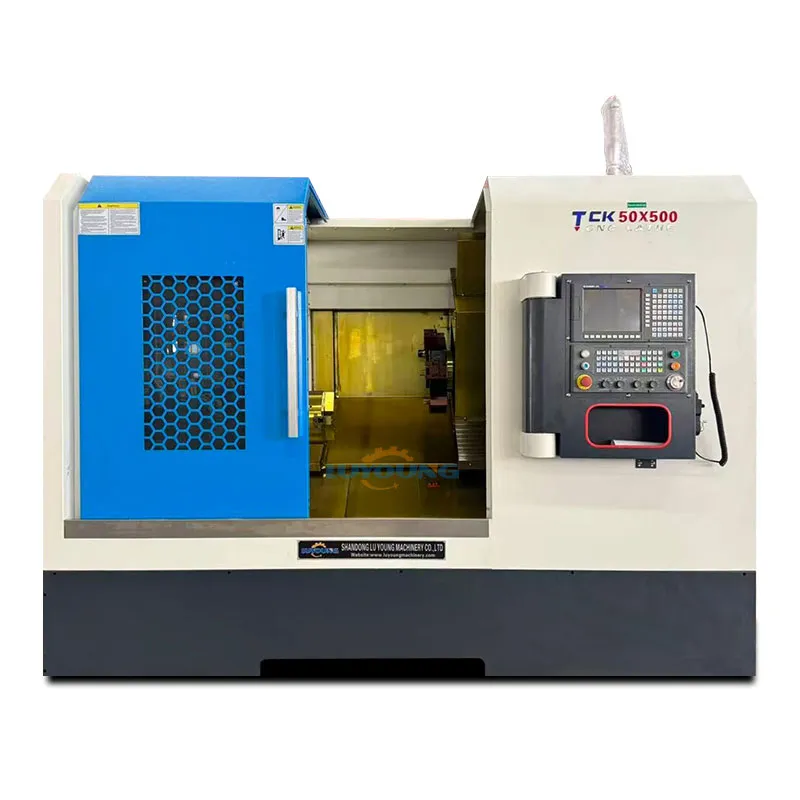
Токарный станок с ЧПУ с осью Y TCK50, токарно-фрезерный обрабатывающий центр с наклонной станиной и приводным инструментом
-

Обрабатывающий центр с ЧПУ швейцарского типа Sm205, пятиосевой автоматический токарно-фрезерный станок для стоматологии
-

VMC855, высокоскоростной вертикальный обрабатывающий центр с ЧПУ из Китая для фрезерной обработки металла
Горизонтальный трубный резьбонарезной станок с ЧПУ QK1313, автоматический токарный станок с ЧПУ для металла
Токарно-винторезный станок для трубной резьбы QK1313 отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
Описание
маркер
Общие сведения о станке
Токарно-винторезный станок для трубной резьбы QK1313 отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
Система ЧПУ GSK980TB3i и полностью цифровая аналоговая сервосистема обеспечивают полузамкнутое управление по осям X и Z. Пары шарико-винтовых передач относятся к прецизионному классу C3. Электронные компоненты являются импортными или произведены известными отечественными брендами и соответствуют требованиям сертификации CE или национальной сертификации 3C.
Станок оснащен вертикальной четырехпозиционной инструментальной головкой с ЧПУ известного отечественного бренда. Инструментальная головка характеризуется высокой точностью позиционирования, высокой прочностью и хорошей виброустойчивостью.
Перед отгрузкой каждый станок проходит строгую проверку в соответствии с процедурами контроля. Для проверки точности позиционирования и повторяемости позиционирования осей X и Z используется лазерный интерферометр, что гарантирует стабильность и надежность точности станка.
Преимущества станка
1. Стыковочные поверхности между коробкой скоростей, станиной, задней бабкой, суппортом и другими узлами обработаны вручную шабрением. Весь станок проходит контроль с помощью лазерного интерферометра, что эффективно гарантирует точность позиционирования, повторяемость позиционирования по осям Z и X, а также обеспечивает стабильность станка и контроль люфтов.
2. Станок изготовлен из высокопрочного чугуна с добавлением специальных материалов, таких как медь и хром. Закалка направляющих станины достигает глубины 3 мм, что значительно повышает износостойкость и стабильность станка.
3. Станок оснащен централизованной системой смазки и принудительной циркуляционной смазкой коробки скоростей. Это гарантирует чистоту и эффективный отвод тепла в коробке скоростей, особенно в условиях жаркого климата южных регионов, что эффективно продлевает срок службы подшипников и шестерен.
4. Шпиндель станка использует подшипники производства Вафандянь, сквозное отверстие шпинделя составляет Ø82 мм. Зубчатые колеса станка подвергаются прецизионному шлифованию, что эффективно повышает их твердость и снижает уровень шума при работе станка.
5. В станке используются шарико-винтовые пары производства Цицзянь. ШВП по оси Z и оси X имеют конструкцию с предварительным натяжением, что повышает точность обработки наружных диаметров и внутренних отверстий деталей.
6. Станок оснащен четырехпозиционной электромеханической револьверной головкой без подъема производства Вэньчан. Размер державки инструмента: 25x25 мм.
7. Электрооборудование бренда Шанхай Хуадун.
")
")
")
Основные технические параметры
| параметры | Категория | Модель | Единица измерения | Параметр |
| Обрабатываемые возможности | Макс. диаметр обработки над станиной | мм | Φ500 | |
| Макс. диаметр обработки над суппортом | мм | Ф275 | ||
| Макс. диаметр точения | мм | Φ500 | ||
| Макс. длина обработки | мм | 1000/1500/2000/3000 | ||
| Перемещения | Макс. ход по оси X / Z | мм | 275/(1000/1500/2000/3000) | |
| Минимальное перемещение по оси X / Z | мм | 0.001 | ||
| Шпиндель | Диаметр сквозного отверстия шпинделя | мм | Ф130 | |
| Количество ступеней скорости шпинделя | Бесступенчатое регулирование | |||
| Предельные обороты шпинделя | об/мин | 150-800 | ||
| Тип переднего конца шпинделя | A2-11 | |||
| Мощность главного двигателя (с частотным регулированием) | кВт | 7.5 | ||
| Частотный преобразователь | кВт | 7.5 | ||
| Оси X / Z | Н·м | 5/7.5 (Для длины свыше 2 м: 10+15) | ||
| Скорость быстрого перемещения по осям X / Z | м/мин | 6/8 | ||
| Под | Тип револьверной головки | 4 Электромеханическая револьверная головка (бренд Хунда) | ||
| Сечение державки инструмента | мм | 25*25 | ||
| Повторяемость позиционирования револьверной головки | мм | ≤0.004 | ||
| Диаметр пиноли задней бабки | мм | Φ65 | ||
| Ход пиноли задней бабки | мм | 130 | ||
| Конус отверстия пиноли задней бабки | Морзе 5 | |||
| Требования к электропитанию (мощность/ток) | кВт/А | 15 кВт / 20 А |
Описание основных узлов
1. Станина:
Применена конструкция с плоской станиной. Формовка с использованием смоляных смесей, литье из высококачественного чугуна. Направляющие подвергнуты закалке токами средней частоты с последующим шлифованием и покрыты пластиком, что обеспечивает высокую износостойкость и длительное сохранение точности.
2. Шпиндельная бабка:
Конструкция шпинделя выполнена по типовой схеме с двухточечной опорой спереди и сзади, что обеспечивает высокую жесткость шпинделя. В качестве подшипников используются высокоточные специальные подшипники для шпинделей производства Харбинского подшипникового завода, что гарантирует высокую точность вращения шпинделя. Главный привод обеспечивает частотное регулирование скорости. Зубчатые пары главного привода подвергнуты закалке и шлифованию. Все передачи и подшипники качения смазываются под давлением мощным потоком масла, что обеспечивает низкий нагрев при работе на высоких оборотах. При проектировании корпуса шпиндельной бабки были тщательно проработаны меры по отводу тепла и механизмы виброгашения, благодаря чему коробка скоростей характеризуется низким уровнем шума и высокой точностью передачи. Уровень шума станка не превышает значений, установленных государственными стандартами. Станок оснащен электронной защитой от перегрузки, механической защитой от перегрузки и устройством аварийной остановки вращения шпинделя. Для моделей с автоматическим переключением скоростей предусмотрен выносной пульт управления автоматическим переключением скоростей.
3. Главное движение токарной обработки
Шпиндель приводится во вращение от частотно-регулируемого двигателя через клиноременную передачу и механизм изменения скоростей, поступающие в шпиндельную бабку. Благодаря управлению частотно-регулируемым двигателем через преобразователь частоты обеспечивается бесступенчатое регулирование скорости. Мощность двигателя шпинделя составляет 7,5 кВт переменного тока. Данная система главного привода прошла тщательную оптимизацию конструкции и характеризуется высокой точностью передачи, отличными мощностными и моментными характеристиками, высокой частотой вращения, плавностью хода и компактностью конструкции.
4. Движение подачи
Поперечная подача (ось X) и продольная подача (ось Z) осуществляются от серводвигателей, которые приводят в движение прецизионные шарико-винтовые пары, обеспечивая быстрые перемещения и рабочие подачи.
Диаметр винта по оси X составляет 20 мм, диаметр винта по оси Z - 40 мм. Используются прецизионные шарико-винтовые пары производства Цицзянь.
Направляющие суппорта покрыты антифрикционной пластиковой лентой, препятствующей возникновению скачков при движении, что гарантирует высокую точность позиционирования и повторяемость позиционирования станка.
5. Задняя бабка:
При проектировании задней бабки были тщательно проработаны вопросы обеспечения жесткости, несущей способности и удобства использования. Способ поджатия пиноли - ручной.
6. Патрон
Станок оснащен ручным трехкулачковым патроном диаметром 380 мм (опционально возможна комплектация передним и задним патронами).
7. Централизованная смазка
Для смазки всех направляющих, шарико-винтовых пар и подшипников используется система централизованной смазки. Насос смазки оснащен индикацией рабочего состояния и функциями контроля давления. Периодичность подачи смазки может регулироваться в процессе эксплуатации.
Револьверная инструментальная головка с ЧПУ
Вертикальная четырехпозиционная револьверная инструментальная головка с ЧПУ производства Хунда характеризуется высокой точностью позиционирования, стабильностью и надежностью, широкой областью применения, простотой конструкции и удобством обслуживания.
Точность станка
Точность обработки деталей: IT6-IT7
Шероховатость обработанной поверхности: Ra 1,6 мкм
Точность позиционирования (X/Z): 0,015 / 0,015 мм
Повторяемость позиционирования (X/Z): 0,01 / 0,01 мм
Круглость: 0,005 мм
Плоскостность: 0,025 / 300 мм
Условия эксплуатации станка
Температура окружающей среды: в диапазоне от 5°C до 40°C, при этом среднесуточная температура не должна превышать 35°C.
Относительная влажность: в диапазоне от 30% до 95%, при этом изменение влажности не должно приводить к конденсации.
Высота над уровнем моря: не более 1000 м.
Атмосфера: отсутствие чрезмерного количества пыли, кислотных газов, коррозионно-активных газов и солей.
Исключить прямое попадание солнечных лучей на станок или тепловое излучение, вызывающее изменение температуры окружающей среды.
Место установки должно находиться на удалении от источников вибрации.
Место установки должно находиться на удалении от легковоспламеняющихся и взрывоопасных предметов.
связаться с нами
Сопутствующие популярные продукты

Токарный станок с ЧПУ для труб большого диаметра QK1328, трубный резьбонарезной станок с ЧПУ
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
VMC855, высокоскоростной вертикальный обрабатывающий центр с ЧПУ из Китая для фрезерной обработки металла
VMC855 — это популярный среднеразмерный вертикальный обрабатывающий центр, предназначенный для точной обработки средних и крупных деталей, пресс-форм и серийного производства. Он отличается большим ходом, повышенной жесткостью и высокой производительностью, являясь основным оборудованием для мелкосерийного производства и автоматизированных линий.
Токарный станок с ЧПУ QK1319 для обработки металлических труб и резьбы
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
Параллельный токарный станок с ЧПУ CK6180, наклонная станина, токарный станок с ЧПУ для металла из Китая
CK6180 — это тяжелый токарный станок с ЧПУ, плоской станиной и закаленными направляющими. Он предназначен в основном для высокоточной серийной обработки крупных и средних деталей типа тел вращения, таких как валы и диски. Оборудование идеально подходит для производственных линий в автомобильной, аэрокосмической, энергетической и многих других отраслях промышленности. Ключевыми преимуществами являются высокая жесткость, высокая точность, большой крутящий момент и высокая стабильность.
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
Электроэрозионный станок с ЧПУ для быстрого резания проволокой модели DK7780 (±3°) (с интегрированной системой управления AUTOCUT в корпусе)
Горизонтальный металлорежущий токарный станок Qk1322, автоматический токарный станок с ЧПУ для металла
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
Вертикальный обрабатывающий центр VMC1160 для пятиосевой обработки, пятиосевой фрезерный станок с ЧПУ
VMC1160 — среднегабаритный вертикальный обрабатывающий центр, специализирующийся на комплексной многооперационной обработке, отличающийся высокой жесткостью, точностью и производительностью. Широко применяется в производстве прецизионных пресс-форм, автокомпонентов, аэрокосмической техники, общего машиностроения и других отраслях.

Токарный станок с ЧПУ CK6140, узлы, плоскостаночный токарный станок для металла
CK6140 — это горизонтальный токарный станок с ЧПУ и двухосевым управлением, предназначенный для высокоэффективной и высокоточной обработки деталей типа тел вращения, таких как валы и диски. Он подходит для серийного производства в автомобильной, электронной, общем машиностроении и других отраслях. Производственная линия этих станков основана на модульной сборке и сквозном контроле качества на всех этапах.

Двухшпиндельный токарный автомат швейцарского типа SC385, высококачественный токарный станок с ЧПУ
Технологические возможности: Максимальный диаметр обрабатываемого прутка — 38 мм. Максимальная частота вращения шпинделя / противошпинделя — до 8000 об/мин. Ход по оси Z — 210 мм. Точность индексации шпинделя — 0,001°. Точность позиционирования — до ±0,001 мм. Скорость быстрых перемещений — 24 м/мин.
Новинка, точный горизонтальный токарный станок с ЧПУ CK61100, горизонтальный токарный станок для обработки металла
CK61100 — это тяжелый горизонтальный токарный станок с ЧПУ, плоской станиной и закаленными направляющими. Он предназначен в первую очередь для высокоточной тяжелой обработки и серийного производства крупных и средних деталей типа тел вращения: валов, дисков, втулок. Оборудование идеально подходит для автоматизированных производственных линий в энергетической, автомобильной, аэрокосмической и других отраслях промышленности.
Тяжелый трубный резьбонарезной станок с ЧПУ Qk1327, токарный станок с ЧПУ с контроллером GSK
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.

Токарный станок с ЧПУ Ck6136 с устройством подачи прутка и восьмипозиционным гидравлическим патроном
CK6136 — это экономичный высокоточный горизонтальный токарный станок с ЧПУ, предназначенный для серийной и прецизионной обработки мелких и средних деталей типа валов и дисков. Он оптимизирован для производства базовых и ключевых компонентов в различных отраслях промышленности и является основным оборудованием для небольших заводов, механических цехов и производственных линий крупных предприятий в качестве комплектующего оборудования.

Токарный станок с ЧПУ TCK630 на заказ, оптовый наклонный токарный станок с ЧПУ с системой Fanuc
Токарный станок с наклонной станиной TCK630×1500 предназначен для эффективной и точной обработки крупных валов и дисковых деталей. Он сочетает преимущества конструкции с наклонной станиной и несущие характеристики крупного станка, подходит для серийного производства и обработки сложных операций, сочетая жесткость, точность и удобство эксплуатации.

Наклонный токарный станок с ЧПУ TCK40 с резцедержателем типа “ганг-тул” и приводной силовой головкой для металлообработки
Серия многофункциональных станков с ЧПУ TCK40 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для гарантии высокой точности изготовления.

CK6163, оптовый токарный станок с ЧПУ плоскостаночный, токарный обрабатывающий центр 1 метр, станок-автомат с ЧПУ
CK6163 – это горизонтальный токарный станок с ЧПУ большого поворота, высокой жесткостью и экономичной конструкцией. Основное назначение – эффективная и высокоточная токарная обработка крупноразмерных деталей вала, диска и втулки. Подходит для мелкосерийного и крупносерийного производства разнообразной продукции.
Автоматический токарный станок с ЧПУ с подачей заготовки TCK56 с приводным инструментом
Серия многофункциональных станков с ЧПУ TCK56-700 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для обеспечения точности изготовления.



