

Продукция



-

Вертикальный пятиосевой обрабатывающий центр с ЧПУ Vmc1370 для металла, заводская цена, горячий товар
-

Высокоскоростной проволочно-вырезной электроэрозионный станок DK7745f, станок с ЧПУ для высокоскоростной проволочной резки
-

Металлорежущий токарный станок с ЧПУ TCK56 с гидравлическим патроном и сервоприводом Fanuc
-

Обрабатывающий центр с ЧПУ швейцарского типа Sm205, пятиосевой автоматический токарно-фрезерный станок для стоматологии
-

VMC855, высокоскоростной вертикальный обрабатывающий центр с ЧПУ из Китая для фрезерной обработки металла
-

Высокоточный пятиосевой вертикальный обрабатывающий центр для фрезерной обработки металла Vmc1270
-

CK6163, оптовый токарный станок с ЧПУ плоскостаночный, токарный обрабатывающий центр 1 метр, станок-автомат с ЧПУ
-
Токарный станок с ЧПУ с осью Y TCK50, токарно-фрезерный обрабатывающий центр с наклонной станиной и приводным инструментом
-

Параллельный токарный станок с ЧПУ CK6180, наклонная станина, токарный станок с ЧПУ для металла из Китая
-

Новинка, точный горизонтальный токарный станок с ЧПУ CK61100, горизонтальный токарный станок для обработки металла
-

Горизонтальный металлорежущий токарный станок Qk1322, автоматический токарный станок с ЧПУ для металла
-

Вертикальный тяжелый обрабатывающий центр с ЧПУ VMC1580 для металлообработки
-

Вертикальный обрабатывающий центр VMC1160 для пятиосевой обработки, пятиосевой фрезерный станок с ЧПУ
-

Двухшпиндельный токарный автомат швейцарского типа SC385, высококачественный токарный станок с ЧПУ
-
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
-

Токарный станок с ЧПУ Ck6136 с устройством подачи прутка и восьмипозиционным гидравлическим патроном

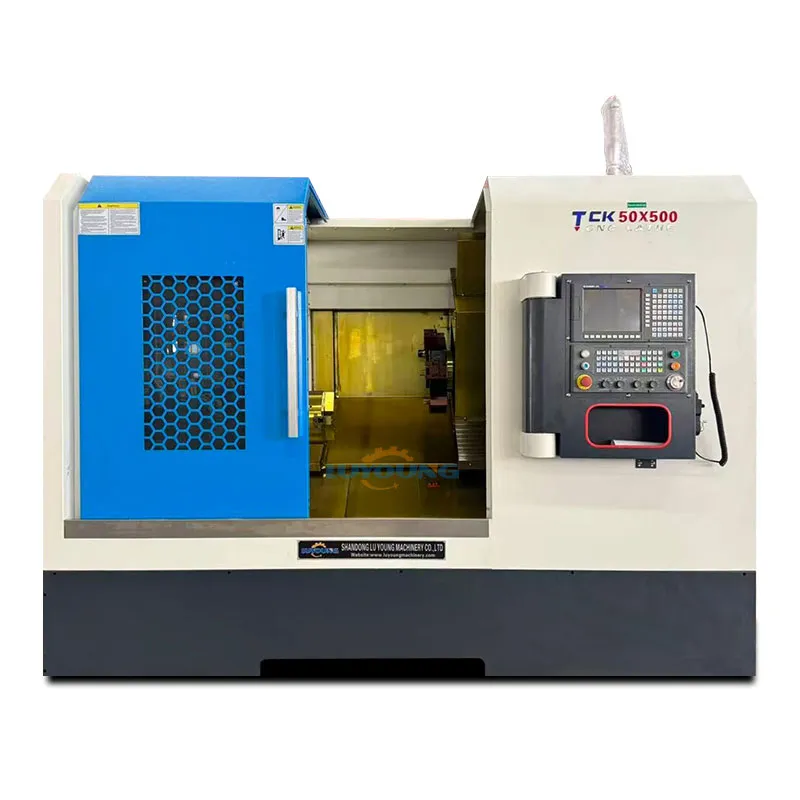
Автоматический токарный станок с ЧПУ с подачей заготовки TCK56 с приводным инструментом
Серия многофункциональных станков с ЧПУ TCK56-700 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для обеспечения точности изготовления.
Описание
маркер
Описание станка
Серия многофункциональных станков с ЧПУ TCK56-700 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для обеспечения точности изготовления.
Конструкция станка
1. Серия многофункциональных станков с ЧПУ TCK56 имеет станину коробчатой конструкции из прочного чугуна (HT-300), отлитую по технологии цельного литья и обработанную на высокоточном обрабатывающем центре за одну установку. Благодаря этому станок обладает высокой общей жесткостью, хорошей сохраняемостью точности и высокой эксплуатационной надежностью.
2. Станина выполнена в виде высокожесткой наклонной спинки (угол 30°), обеспечивает удобное удаление стружки, оснащена разделительным водосборником, полностью исключающим утечки и упрощающим обслуживание.
Резьбовая головка
Серия станков TCK56 оснащена 12-позиционной силовой револьверной головкой, гнезда для инструментов взаимозаменяемы в любых позициях диска.
Шпиндель
1. Серия станков TCK56 использует высокожесткую шпиндельную узел.
2. Внутри шпинделя предусмотрена герметичная смазка консистентным маслом, обеспечивающая высокоскоростную и плавную работу шпинделя.
3. Шпиндельный двигатель – асинхронный серводвигатель с бесступенчатой регулировкой скорости, мощностью 11 кВт, обладает высоким крутящим моментом в широком диапазоне, высоким крутящим моментом при низких оборотах, подходит для тяжелой резки.
4. Шпиндельный корпус без зубчатой передачи значительно снижает шум и вибрацию.
5. Используется гидравлический патрон сплошной (полый – по заказу) конструкции с высокоскоростным гидроцилиндром, оснащен ножным переключателем, обеспечивающим удобство и безопасность зажима заготовок.
Передача осей X, Z
1. Подача осей X1010, Z4010 осуществляется через крупноразмерные высокоточные винты (класс C3) тайваньской фирмы HIWIN с предварительным натягом.
2. Подача осей X, Z осуществляется по роликовым линейным направляющим (класс P RG45) тайваньской фирмы HIWIN, обладающим высокой грузоподъемностью.
3. Система смазки винтов и направляющих обеспечивает принудительную смазку на всем ходу, минимизируя трение; предусмотрены нержавеющие защитные кожухи.
4. Оси X, Z оснащены серводвигателями: крутящий момент двигателя оси X – 10 Н·м, оси Z – 15 Н·м.
Задний станин
1. Станок оснащен стандартным гидравлическим задним станином, перемещение корпуса осуществляется гидравлическим цилиндром.
2. Направляющие заднего станина – высокоточные линейные направляющие (тайваньской точности), обеспечивающие оптимальное сочетание точности подачи и жесткости станка.
Гидравлическая система
Гидравлическая система станка управляется импортными элементами с регулируемым насосом, обеспечивая максимальную экономию энергии.
Система смазки
Используется централизованная система смазки с автоматической принудительной смазкой шариковых винтов и линейных направляющих, обеспечивающая высокую скорость перемещения и точность позиционирования станка.
")
")
")
Технические характеристики серии станков с ЧПУ TCK56
| Часть | Показатель | TCK56 |
| Область обработки | Максимальный диаметр вращения на станине (мм) | Φ650 |
| Максимальный диаметр резки (мм) | Φ540 | |
| Максимальная длина резки (мм) | (с силовой револьверной головкой 540) | |
| Ход и подача | Ход оси X (мм) | 280 |
| Ход оси Z (мм) | 750 | |
| Скорость перемещения оси X (мм/мин) | 24000 | |
| Скорость перемещения оси Z (мм/мин) | 24000 | |
| Маховичок (мм) | 0.001/0.01/0.1 | |
| Скорость подачи осей X, Z (мм/мин) | 0~5000 | |
| Скорость ручной подачи осей X, Z (мм/мин) | 0~1260 | |
| Точность позиционирования | Повторяемость позиционирования оси X (мм) | 0.005 |
| Точность позиционирования оси X (мм) | 0.01 | |
| Повторяемость позиционирования оси Z (мм) | 0.006 | |
| Точность позиционирования оси Z (мм) | 0.015 | |
| Шпиндель | Частота вращения шпинделя (об/мин) | 10-4000 |
| Максимальный крутящий момент шпинделя (Н·м) | 72 | |
| Конец шпинделя | A2-6 | |
| Диаметр сквозного отверстия шпинделя (мм) | Φ66 | |
| Диаметр сквозного отверстия полого гидравлического патрона (мм) | Φ52 | |
| Патрон | 10” (опционально 12”) | |
| Револьверная головка | Количество гнезд для инструментов | 12 позиций |
| Время смены инструмента (с) | 0.25 | |
| Размер установки инструмента (мм) | 25×25 | |
| Диаметр установки расточного инструмента (мм) | Φ32 | |
| Задний станин | Ход заднего станина (мм) | 480 |
| Конус центра | MT-5# | |
| Главный двигатель | Мощность главного двигателя (кВт) | 11 (4500 об/мин) |
| Крутящий момент главного двигателя (Н·м) | 72 | |
| Двигатели подачи осей X, Z | Мощность двигателя подачи оси X (кВт) | 2.3 |
| Крутящий момент двигателя подачи оси X (Н·м) | 15 | |
| Мощность двигателя подачи оси Z (кВт) | 2.3 | |
| Крутящий момент двигателя подачи оси Z (Н·м) | 15 | |
| Система охлаждения | Емкость охлаждающей жидкости (л) | 200 |
| Тип двигателя (1 л.с.) (кВт) | 0.18 | |
| Размеры | Установочные размеры (длина×ширина×высота) (мм) | 3400/2060/2100 |
| Вес | Масса механизма (кг) | 4200 |
Основной комплектующих
| № | Наименование | Производитель | Опция |
| 1 | Система ЧПУ GSK 980TB3i | Guangzhou GSK | FANUC |
| 2 | Серводвигатель шпинделя и серводвигатели осей X/Z | Guangzhou GSK | FANUC |
| 3 | Гидравлический патрон и гидроцилиндр | Zhejiang Dingchang | Jiangsu |
| 4 | Шпиндельный узел | Подшипники HRB | NSK |
| 5 | Подшипники передачи осей X/Z | Подшипники HRB | NSK, Тайвань |
| 6 | Шариковые винты | HIWIN Тайвань | – |
| 7 | Роликовые линейные направляющие | HIWIN Тайвань | – |
| 8 | 12-позиционная серводвигательная гидравлическая револьверная головка | Taixin Тайвань (Lianji Тайвань) | – |
| 9 | Основные электротехнические компоненты | Delixi | – |
| 10 | Муфта | Отечественное производство | Япония |
| 11 | Энкодер шпинделя | Отечественное производство | – |
| 12 | Гидравлический насос и двигатель | Отечественное производство | – |
| 13 | Детали системы смазки | Отечественное производство | Япония |
Применяемые стандарты
1. GB/T 25659.1-2010 Упрощенные станки с ЧПУ горизонтальные. Часть 1. Проверка точности
2. GB/T 25659.2-2010 Упрощенные станки с ЧПУ горизонтальные. Часть 2. Технические условия
3. GB/T 25376-2010 Металлорежущие станки. Общие технические условия на детали механической обработки
4. GB/T 25373-2010 Металлорежущие станки. Общие технические условия на сборку
связаться с нами
Сопутствующие популярные продукты
Токарный станок с ЧПУ Ck6136 с устройством подачи прутка и восьмипозиционным гидравлическим патроном
CK6136 — это экономичный высокоточный горизонтальный токарный станок с ЧПУ, предназначенный для серийной и прецизионной обработки мелких и средних деталей типа валов и дисков. Он оптимизирован для производства базовых и ключевых компонентов в различных отраслях промышленности и является основным оборудованием для небольших заводов, механических цехов и производственных линий крупных предприятий в качестве комплектующего оборудования.

Автоматический тяжелый горизонтальный плоскостаночный токарный станок с ЧПУ CK61125 с гидравлическим патроном
Данный станок представляет собой высокоскоростной, высокоточный и высоконадежный станок с ЧПУ. Основные элементы, такие как основание, станина и шпиндельная бабка, отлиты из высокопрочных материалов, что обеспечивает стабильность станка при длительной эксплуатации. Применена цельнолитая конструкция станины, что обеспечивает высокую точность позиционирования станка, удобный отвод стружки и делает станок пригодным для высокоскоростной и высокоточной обработки.

Тяжелый трубный резьбонарезной станок с ЧПУ Qk1327, токарный станок с ЧПУ с контроллером GSK
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.

Токарный станок с ЧПУ для труб большого диаметра QK1328, трубный резьбонарезной станок с ЧПУ
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.

Токарный станок с ЧПУ CK6140, узлы, плоскостаночный токарный станок для металла
CK6140 — это горизонтальный токарный станок с ЧПУ и двухосевым управлением, предназначенный для высокоэффективной и высокоточной обработки деталей типа тел вращения, таких как валы и диски. Он подходит для серийного производства в автомобильной, электронной, общем машиностроении и других отраслях. Производственная линия этих станков основана на модульной сборке и сквозном контроле качества на всех этапах.
Параллельный токарный станок с ЧПУ CK6180, наклонная станина, токарный станок с ЧПУ для металла из Китая
CK6180 — это тяжелый токарный станок с ЧПУ, плоской станиной и закаленными направляющими. Он предназначен в основном для высокоточной серийной обработки крупных и средних деталей типа тел вращения, таких как валы и диски. Оборудование идеально подходит для производственных линий в автомобильной, аэрокосмической, энергетической и многих других отраслях промышленности. Ключевыми преимуществами являются высокая жесткость, высокая точность, большой крутящий момент и высокая стабильность.
Горизонтальный металлорежущий токарный станок Qk1322, автоматический токарный станок с ЧПУ для металла
Токарно-винторезный станок для трубной резьбы отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
Электроэрозионный станок с ЧПУ для быстрого резания проволокой модели DK7780 (±3°) (с интегрированной системой управления AUTOCUT в корпусе)

Наклонный токарный станок с ЧПУ TCK40 с резцедержателем типа “ганг-тул” и приводной силовой головкой для металлообработки
Серия многофункциональных станков с ЧПУ TCK40 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для гарантии высокой точности изготовления.

Горячие продажи, высокоточный токарный станок с ЧПУ CK6150, автоматический горизонтальный плоскостаночный токарный станок с ЧПУ для металла
Высокоточное программирование станка. Шпиндель опирается на высокоточные двухрядные роликовые подшипники производства Харбинского подшипникового завода, что обеспечивает низкий уровень шума, высокую точность и превосходную стабильность. Направляющие станины токарного станка с ЧПУ CK6150 подвергнуты прецизионной обработке и закалке токами высокой частоты, что придает им исключительно высокую твердость и отличную жесткость.

Вертикальный обрабатывающий центр с ЧПУ VMC650 высокой точности с системами Siemens и Fanuc
VMC650 — это малогабаритный вертикальный обрабатывающий центр с высокой жёсткостью, точностью и производительностью. Основное назначение — обработка сложных деталей и пресс-форм мелкими и средними партиями. Позволяет выполнять многооперационную обработку за одну установку, отличается высокой экономичностью и универсальностью.
Металлорежущий токарный станок с ЧПУ TCK56 с гидравлическим патроном и сервоприводом Fanuc
Многофункциональный станок с ЧПУ серии TCK56-700 — это высокоскоростное точное оборудование для механической обработки с ЧПУ, произведенное нашей компанией по японской технологии. Основные комплектующие изготовлены известными производителями внутри страны и за рубежом, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для обеспечения точности изготовления.
Новинка, точный горизонтальный токарный станок с ЧПУ CK61100, горизонтальный токарный станок для обработки металла
CK61100 — это тяжелый горизонтальный токарный станок с ЧПУ, плоской станиной и закаленными направляющими. Он предназначен в первую очередь для высокоточной тяжелой обработки и серийного производства крупных и средних деталей типа тел вращения: валов, дисков, втулок. Оборудование идеально подходит для автоматизированных производственных линий в энергетической, автомобильной, аэрокосмической и других отраслях промышленности.

Горизонтальный трубный резьбонарезной станок с ЧПУ QK1313, автоматический токарный станок с ЧПУ для металла
Токарно-винторезный станок для трубной резьбы QK1313 отличается высокой точностью, большой мощностью и высокой жесткостью. Его основные узлы и конструкция прошли оптимизированное проектирование, что делает его предпочтительным оборудованием для обработки валов, дисков, втулок, фасонных поверхностей и деталей типа винтов.

Токарный станок с ЧПУ Ck0640 от поставщика, однофазный мини токарный станок с ЧПУ из Китая с устройством подачи прутка
CK0640 — это малогабаритный прецизионный горизонтальный токарный станок с ЧПУ, предназначенный в основном для высокоточной серийной обработки мелких деталей типа тел вращения, таких как валы и диски. Он идеально подходит для компактных и гибких производственных линий в таких отраслях, как электроника, приборостроение и производство автомобильных компонентов.
Обрабатывающий центр с ЧПУ швейцарского типа Sm205, пятиосевой автоматический токарно-фрезерный станок для стоматологии
Высокоточный автоматический токарный станок с ЧПУ пруткового типа SM205 с двумя шпинделями. Станок швейцарского типа предназначен для обработки нержавеющей стали, титановых сплавов, латуни, алюминиевых сплавов, платины и иридиевых сплавов. Идеально подходит для высокоточной обработки сложных деталей в авиационной, аэрокосмической, автомобильной, мотоциклетной промышленности, в сфере телекоммуникаций, холодильного оборудования, оптики, бытовой техники, электроники, часового производства, производства игрушек, а также в медицинской отрасли.



