

Продукция



-
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
-

VMC855, высокоскоростной вертикальный обрабатывающий центр с ЧПУ из Китая для фрезерной обработки металла
-

Токарный станок с ЧПУ Ck0640 от поставщика, однофазный мини токарный станок с ЧПУ из Китая с устройством подачи прутка
-

Двухшпиндельный токарный автомат швейцарского типа SC385, высококачественный токарный станок с ЧПУ
-

Токарный станок с ЧПУ TCK630 на заказ, оптовый наклонный токарный станок с ЧПУ с системой Fanuc
-

Горизонтальный трубный резьбонарезной станок с ЧПУ QK1313, автоматический токарный станок с ЧПУ для металла
-
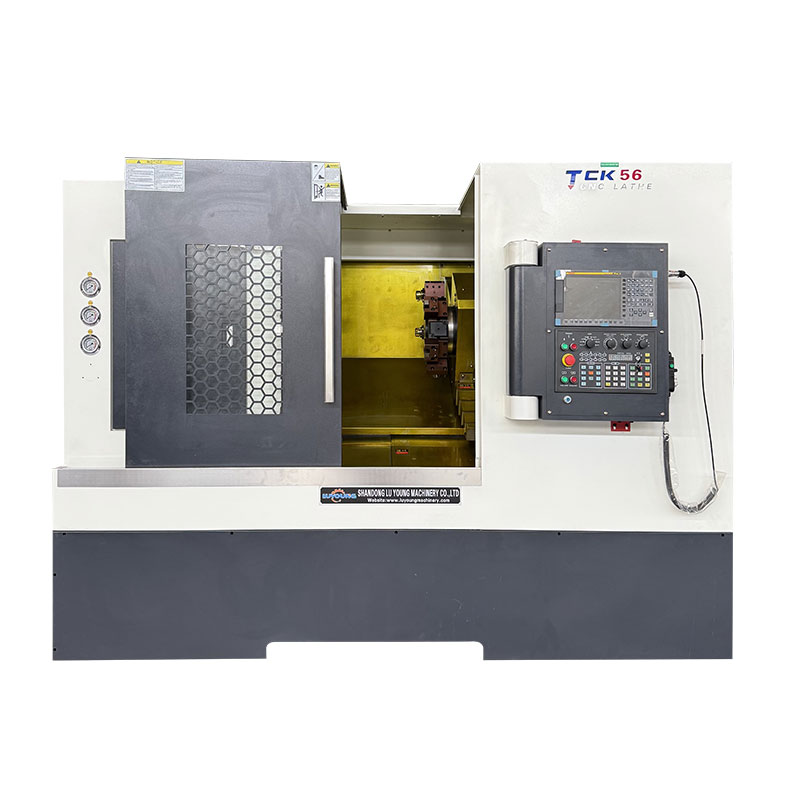
Автоматический токарный станок с ЧПУ с подачей заготовки TCK56 с приводным инструментом
-

Вертикальный обрабатывающий центр VMC1160 для пятиосевой обработки, пятиосевой фрезерный станок с ЧПУ
-

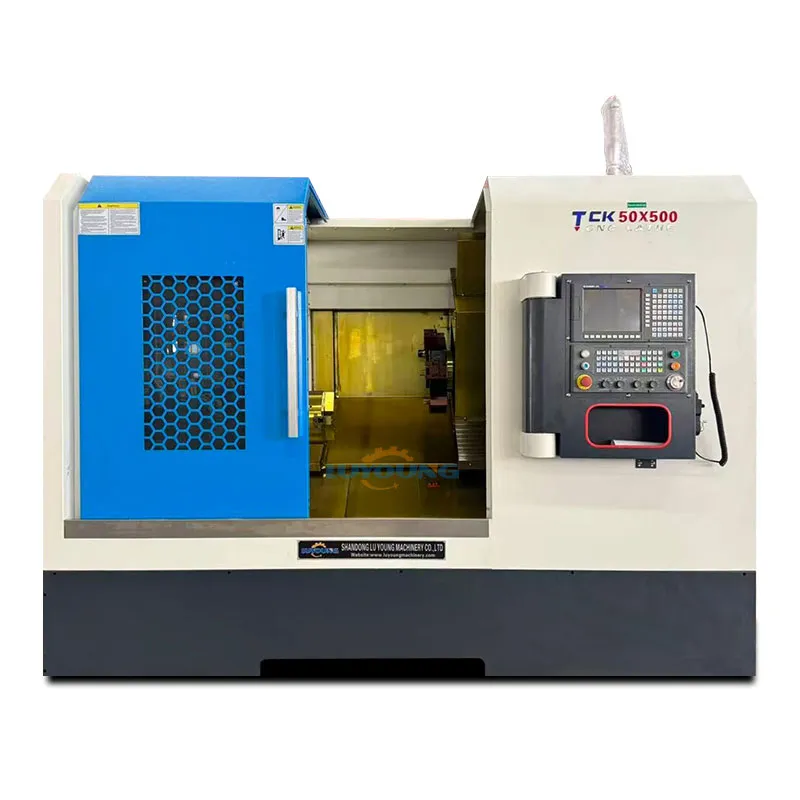
Автоматический токарный станок с ЧПУ TCK50, наклонный токарный обрабатывающий центр с ЧПУ с сервоприводом Fanuc
-

Высокоточный пятиосевой вертикальный обрабатывающий центр для фрезерной обработки металла Vmc1270
-

Горизонтальный металлорежущий токарный станок Qk1322, автоматический токарный станок с ЧПУ для металла
-

Автоматический тяжелый горизонтальный плоскостаночный токарный станок с ЧПУ CK61125 с гидравлическим патроном
-

Параллельный токарный станок с ЧПУ CK6180, наклонная станина, токарный станок с ЧПУ для металла из Китая
-

Обрабатывающий центр с ЧПУ швейцарского типа Sm205, пятиосевой автоматический токарно-фрезерный станок для стоматологии
-

Тяжелый трубный резьбонарезной станок с ЧПУ Qk1327, токарный станок с ЧПУ с контроллером GSK
-

Горячие продажи, высокоточный токарный станок с ЧПУ CK6150, автоматический горизонтальный плоскостаночный токарный станок с ЧПУ для металла

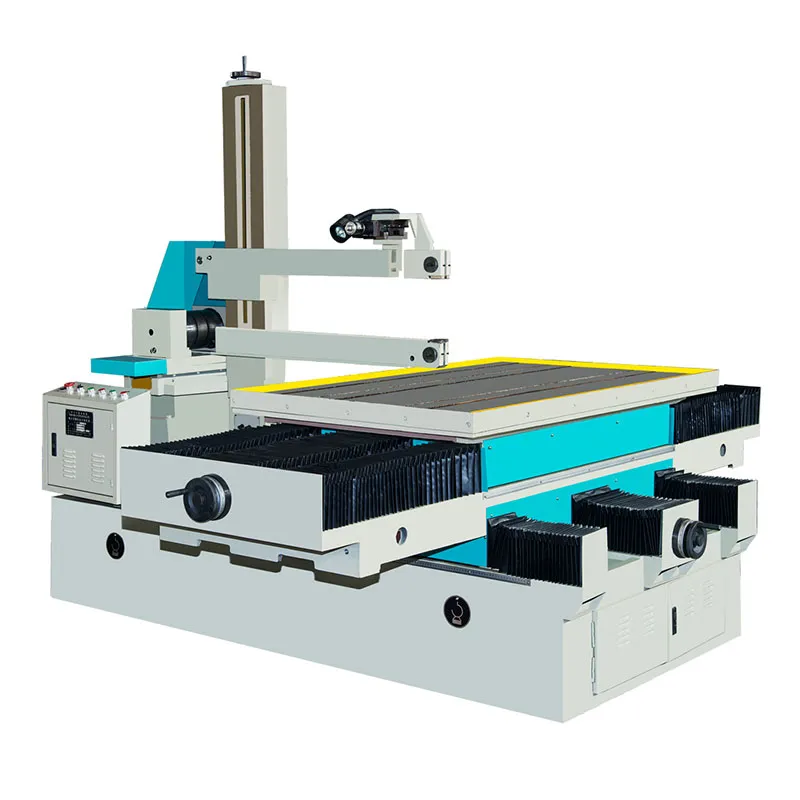
Высокоскоростной проволочно-вырезной электроэрозионный станок DK7745f, станок с ЧПУ для высокоскоростной проволочной резки
Прожигной ЧПУ-станок с протяжкой проволоки высокой скорости модели DK7745 (±3°) с конической обработкой (управляющая система AUTOCUT, интегрированное программное и пусковое управление в шкафу) – каждая единица оборудования включает в себя комплектацию.
Описание
маркер
Наименование оборудования: ЧПУ-прожигной станок с протяжкой проволоки высокой скорости
Модель: DK7745f (±3°) с конической обработкой
Сфера поставки и основные технические параметры ЧПУ-прожигного станка с протяжкой проволоки высокой скорости
Сфера поставки
Прожигной ЧПУ-станок с протяжкой проволоки высокой скорости модели DK7745 (±3°) с конической обработкой (управляющая система AUTOCUT, интегрированное программное и пусковое управление в шкафу) – каждая единица оборудования включает в себя комплектацию, принадлежности и резервные части по нижеприведенным спискам:
Основная комплектация станка
| № п/п | Наименование | Модель и размеры | Количество, шт. |
| 1 | ЧПУ-прожигной станок с протяжкой проволоки | DK7745 | 1 |
| 2 | Пульт управления (380В/220В – вариант выбора) | AUTOCUT | 1 |
| 3 | ЖК-дисплей | 17 дюймов | 1 |
| 4 | Шариковый винт | – | 2 |
| 5 | Шаговый двигатель | – | 2 |
| 6 | Коническая головка | – | 1 |
| 7 | Прямая направляющая / стальная направляющая | DK7745 | 8 |
1.2 Принадлежности станка
| № п/п | Наименование | Количество (шт./шт. станка) | Место производства |
| 1 | Проводной ролик | 3 | Уси |
| 2 | Стопорный стержень для проволоки | 1 | Уси |
| 3 | Токопроводной блок | 2 | Цинхэ, Хэбэй |
| 4 | Подшипник D25 | 6 | Импортный |
| 5 | Амортизационная втулка | 4 | Чжэцзян |
1.3 Принадлежности, поставляемые вместе с станком при выпуске
| № п/п | Наименование | Место производства |
| 1 | Кран-ручка | Заказной |
| 2 | Ролик для натяжения проволоки | Чжэцзян |
| 3 | Клещи | Технологии Шникер |
| 4 | Органическая водоотталкивающая каска | Завод органических изделий Shuanghe |
| 5 | Регулировочный винт для опорных ножек | Заказной |
1.4 Резервные части, поставляемые вместе с станком при выпуске
| № п/п | Наименование | Место производства |
| 1 | Синхронный ремень | Чжэцзян |
| 2 | Амортизационная втулка | Чжэцзян |
Основные технические параметры
| Показатель | Значение |
| Размеры рабочего стола (длина × ширина), мм | 830×600 |
| Ход рабочего стола, мм | 450×550 |
| Толщина материала для прямолинейной резки, мм | 400 |
| Коничность обработки | ±3° |
| Диапазон диаметра молибденовой проволоки, мм | 0,15–0,22 |
| Оптимальная шероховатость поверхности, μm | ≤Ra2,5 |
| Точность обработки | Согласно государственным стандартам КНР |
| Максимальная нагрузка станка, кг | 450 |
| Максимальная производительность обработки, мм²/мин | Не менее 160 |
| Максимальный рабочий ток, А | 7 |
| Количество управляемых осей | 4 оси |
| Программное обеспечение | AUTOCUT |
| Рабочая жидкость | Специальная для проволочной резки (эмульсионное мыло) |
| Питание | AC 380В±10% / 220В (вариант), 50 Гц±2% |
| Максимальная выходная мощность, кВт | 2,5 |
| Внешние размеры основного блока станка, мм | 1600×1240×1400 |
Характеристики и преимущества
1. Станина станка изготовлена из отливок марки H200; пройдя процесс вторичного отпуска, она отличается минимальной деформацией и высокой прочностью;
2. Стабильная эксплуатация, высокая выходная мощность, высокая скорость резки, высокая качество обработанной поверхности и минимальный износ электродной проволоки – снижает эксплуатационные издержки;
3. Интегрированное программное и пусковое управление:
Преобразование сложных графиков из CAD в формат DXF;
Реальт-трекинг обрабатываемого графика и отображение режимов обработки;
Функции памяти при отключении питания, отката при коротком замыкании, защиты от обрыва проволоки, автоматической остановки, поворота на любой угол.
Назначение
Станки серии DK предназначены для электродисковой проволочной резки металлических изделий, состоят из ЧПУ-системы, высокочастотного источника питания и основного механического блока станка, применяются в машиностроении, производстве инструментов, формовании и других отраслях.



Общее описание конструкции станка
Основной принцип электроэрозионной резки заключается в обработке заготовки с помощью импульсных разрядов, создаваемых инструментальным электродом. При электроэрозионной резке не требуется изготовление формового электрода; в качестве инструментального электрода используется тонкая металлическая нить (обычно называемая электродом-нитей). Плюс импульсного источника питания подключается к заготовке, а минус — к электроду-ните; электрод-нить движется вперед-назад с определенной скоростью, постоянно входя в зону разряда и выходя из нее; одновременно между электродом-нитей и заготовкой распыляется жидкая среда. Оператор, эффективно контролируя скорость и траекторию движения электропроволоки относительно заготовки, может вырезать заготовку требуемой формы и размеров. Траектория движения заготовки формируется за счет перемещения рабочего стола по осям X и Y (два управляемых шаговых двигателя по вертикали и горизонтали).
Основной узел станка для электроэрозионной резки серии DK состоит из станины, рабочего стола, устройства подачи проволоки, каретки, бака для охлаждающей жидкости, электрооборудования станка, принадлежностей и других компонентов. Он имеет станину в качестве основы, на одной плоскости которой установлены рабочий стол, устройство подачи проволоки и каретка.
Ниже приводится подробное описание:
1)корпус станка
Коробчатое чугунное литье монолитной конструкции, служит основанием для установки рабочего стола, бобины для намотки проволоки, тонарма и освещения.
2)рабочий стол
Состоит из столешницы, средней плиты, шарикового винта и редуктора с переменной скоростью; перемещение по осям X, Y реализуется по шариковым направляющим через зубчатые колеса с компенсацией люфта (привод шаговыми двигателями). Шариковые винты обеспечивают высокую точность передачи движения и долгий срок службы.
3)Устройство для подачи нити
Бобина для намотки проволоки (тонкостенной полый цилиндр) приводится в движение электродвигателем; возвратно-поступательное перемещение обеспечивается зубчатой передачей и винтом. Смена направления контролируется путевыми выключателями с устройством защиты от перегрузки.
4)Тонарм
Молибденовая проволока движется возвратно-поступательно, обхватывая ряд проводных и основных направляющих роликов (герметичный исполнение, обеспечивает вертикальное положение проволоки и экономию расхода).
5)Бак с охлаждающей жидкостью
Насос подает рабочую жидкость (сапонированная жидкость DX-1) в зону обработки; осадок скапливается в специальном баке для мусора (требует регулярной очистки).
6)Принадлежности
• Клещи: для фиксации плоских/цилиндрических деталей, закрепляются на столе Т-образными винтами;
• Кран-ручка: для ручного вращения бобины при намотке проволоки;
• Ролик для натяжения проволоки: для ручного натяжения молибденовой проволоки.
Компьютерная система программирования и управления
(1) Интегрированный пульт управления (компьютер + электроприборы + импульсный источник питания) для комплексного контроля процесса обработки;
(2) Высокопроизводительный импульсный источник питания (максимальная производительность – 150 мм²/мин);
(3) ЧПУ-система AUTOCUT с специальной цифровой управляющей аппаратной платой;
(4) Многозадачное программирование: редакция программ/симуляция обработки одновременно с производственным процессом;
(5) Четыре оси синхронного движения X, Y, U, V – для обработки верхних/нижних разнородных форм и стандартной конической резки;
(6) Обладает такими функциями, как зеркальное отражение, масштабирование, отображение графиков, поворот под любым углом и замена координат
(7) Автоматическая компенсация радиуса электрода
(8) Защита при сбое питания, индикация неисправностей, стратегия поворота для улучшения формы углов;
(9) Поддержка кода ISO, совместимость с форматом 3B; автоматическое генерирование программы после создания чертежа на компьютере (одно нажатие кнопки);
(10) Оснащен экраном с визуализацией процесса обработки, что позволяет оператору в любой момент отслеживать ход обработки; также имеет функции отображения инструкций по эксплуатации, уведомлений о неисправностях и симуляции обработки
(11) Программное обеспечение оснащено алгоритмом обработки углов, что позволяет добиться более качественной формы углов обрабатываемых деталей
(12) На ключевых участках предусмотрены защитные устройства и предохранительные выключатели, оснащенные функциями автоматической защиты и сигнализации
(13) Электротехнические компоненты – импортные (Omron/Siemens) и сертифицированные domácние изделия (стабильная работа, надежная качество)
(14) Требования к эксплуатационным условиям:
Температура окружающей среды: 10–40 °C;
Относительная влажность: ≦90%;
Давление промышленной воды: 0,2 МПа;
Жесткость промышленной воды: 10 ммоль/л;
(15) Режим работы: непрерывный.
Исполняемые стандарты
Механические параметры: производство согласно стандарту ГБ 7926—87 (КНР);
Электрические параметры: проектирование и производство соответствуют стандартам ГБ/T 5226.1—1996 (общие технические требования к электротехническому оборудованию промышленных машин) и ГБ 13567 (технические требования безопасности электродисковых станков).
Меры безопасности электроприборов станка
1. Питание – трехфазный четырехпроводной переменный ток (380В±10%, 220В – вариант); максимальное допустимое напряжение – 420В (превышение приводит к нарушению нормальной работы);
2. Предусмотрена цепь защитного заземления – требуется надежное заземление станка для безопасности персонала;
3. Красный кнопок аварийной остановки на электропанели – быстро отключает общее питание, останавливает бобину и импульсный источник питания при чрезвычайных ситуациях;
4. Торможение за счет потребления энергии (торможение бобины за 1–2 секунды) при: отключении питания, обрыве проволоки, окончании обработки, выходе бобины за пределы путевых выключателей;
5. Защита от перегрузки током – автоматические выключатели и предохранители на входе питания и в цепи освещения (номинальное значение тока не подлежит изменению);
6. Управление инвертором – регулировка скорости, совместимость с напряжением 220В/380В (указать при заказе);
7. Автоматическое отключение питания пульта управления и станка по окончании обработки детали/выполнения команды.
Дополнительная поставка расходных материалов и принадлежностей
К каждой единице оборудования дополнительно поставляются:
Принадлежности: 1 набор насадок для воды, 4 амортизационные втулки, 1 набор органической водоотталкивающей каски, 1 набор регулировочных винтов для опорных ножек;
Инструменты: 1 ролик для натяжения проволоки, 1 набор клещей.
связаться с нами
Сопутствующие популярные продукты

Наклонный токарный станок с ЧПУ TCK40 с резцедержателем типа “ганг-тул” и приводной силовой головкой для металлообработки
Серия многофункциональных станков с ЧПУ TCK40 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для гарантии высокой точности изготовления.
Токарный станок с ЧПУ с осью Y TCK50, токарно-фрезерный обрабатывающий центр с наклонной станиной и приводным инструментом
Многофункциональный станок с ЧПУ серии TCK50 – это высокоскоростной прецизионный станок с ЧПУ, произведенный нашей компанией по японской технологии. Основные комплектующие – от известных производителей из Китая и за рубежом, ключевые детали обработаны на импортном прецизионном пятистороннем обрабатывающем центре для обеспечения точности изготовления.

Двухшпиндельный токарный станок с ЧПУ TCK56 от производителя, наклонный токарный обрабатывающий центр с приводным инструментом
Серия многоцелевых станков с ЧПУ TCK56Y-750 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных пятиосевых обрабатывающих центрах для гарантии точности изготовления.

Металлорежущий токарный станок с ЧПУ TCK56 с гидравлическим патроном и сервоприводом Fanuc
Многофункциональный станок с ЧПУ серии TCK56-700 — это высокоскоростное точное оборудование для механической обработки с ЧПУ, произведенное нашей компанией по японской технологии. Основные комплектующие изготовлены известными производителями внутри страны и за рубежом, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для обеспечения точности изготовления.

Вертикальный тяжелый обрабатывающий центр с ЧПУ VMC1580 для металлообработки
VMC1580 — это крупногабаритный вертикальный обрабатывающий центр с повышенной грузоподъемностью и высокой жесткостью. При одной установке заготовки он позволяет выполнять точную обработку по многим операциям: фрезерование, сверление, растачивание, зенкерование, нарезание резьб, обработку сложных криволинейных поверхностей и полостей.
Вертикальный обрабатывающий центр VMC1160 для пятиосевой обработки, пятиосевой фрезерный станок с ЧПУ
VMC1160 — среднегабаритный вертикальный обрабатывающий центр, специализирующийся на комплексной многооперационной обработке, отличающийся высокой жесткостью, точностью и производительностью. Широко применяется в производстве прецизионных пресс-форм, автокомпонентов, аэрокосмической техники, общего машиностроения и других отраслях.
VMC855, высокоскоростной вертикальный обрабатывающий центр с ЧПУ из Китая для фрезерной обработки металла
VMC855 — это популярный среднеразмерный вертикальный обрабатывающий центр, предназначенный для точной обработки средних и крупных деталей, пресс-форм и серийного производства. Он отличается большим ходом, повышенной жесткостью и высокой производительностью, являясь основным оборудованием для мелкосерийного производства и автоматизированных линий.
Автоматический токарный станок с ЧПУ TCK50, наклонный токарный обрабатывающий центр с ЧПУ с сервоприводом Fanuc
Серия многофункциональных токарных станков с ЧПУ TCK50 — это высокоскоростное и точное оборудование для числового программного управления, производимое нашей компанией с использованием японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными производителями, а ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для гарантии высокой точности изготовления.
Параллельный токарный станок с ЧПУ CK6180, наклонная станина, токарный станок с ЧПУ для металла из Китая
CK6180 — это тяжелый токарный станок с ЧПУ, плоской станиной и закаленными направляющими. Он предназначен в основном для высокоточной серийной обработки крупных и средних деталей типа тел вращения, таких как валы и диски. Оборудование идеально подходит для производственных линий в автомобильной, аэрокосмической, энергетической и многих других отраслях промышленности. Ключевыми преимуществами являются высокая жесткость, высокая точность, большой крутящий момент и высокая стабильность.
Горячие продажи, высокоточный токарный станок с ЧПУ CK6150, автоматический горизонтальный плоскостаночный токарный станок с ЧПУ для металла
Высокоточное программирование станка. Шпиндель опирается на высокоточные двухрядные роликовые подшипники производства Харбинского подшипникового завода, что обеспечивает низкий уровень шума, высокую точность и превосходную стабильность. Направляющие станины токарного станка с ЧПУ CK6150 подвергнуты прецизионной обработке и закалке токами высокой частоты, что придает им исключительно высокую твердость и отличную жесткость.

Токарный станок с ЧПУ Ck6136 с устройством подачи прутка и восьмипозиционным гидравлическим патроном
CK6136 — это экономичный высокоточный горизонтальный токарный станок с ЧПУ, предназначенный для серийной и прецизионной обработки мелких и средних деталей типа валов и дисков. Он оптимизирован для производства базовых и ключевых компонентов в различных отраслях промышленности и является основным оборудованием для небольших заводов, механических цехов и производственных линий крупных предприятий в качестве комплектующего оборудования.
Автоматический токарный станок с ЧПУ с подачей заготовки TCK56 с приводным инструментом
Серия многофункциональных станков с ЧПУ TCK56-700 – это высокоскоростное точное оборудование для механической обработки, производимое нашей компанией по японской технологии. Основные комплектующие изготовлены известными отечественными и зарубежными предприятиями, ключевые детали обработаны на импортных прецизионных пятиосевых обрабатывающих центрах для обеспечения точности изготовления.
Проволочно-вырезной электроэрозионный станок с ЧПУ DK7780f, высокоскоростной проволочно-вырезной станок
Электроэрозионный станок с ЧПУ для быстрого резания проволокой модели DK7780 (±3°) (с интегрированной системой управления AUTOCUT в корпусе)

Токарный станок с ЧПУ CK6140, узлы, плоскостаночный токарный станок для металла
CK6140 — это горизонтальный токарный станок с ЧПУ и двухосевым управлением, предназначенный для высокоэффективной и высокоточной обработки деталей типа тел вращения, таких как валы и диски. Он подходит для серийного производства в автомобильной, электронной, общем машиностроении и других отраслях. Производственная линия этих станков основана на модульной сборке и сквозном контроле качества на всех этапах.
Высокоточный пятиосевой вертикальный обрабатывающий центр для фрезерной обработки металла Vmc1270
VMC1270 — вертикальный обрабатывающий центр с большим ходом, высокой жесткостью и повышенной грузоподъемностью. Основное назначение — высокопроизводительная точная обработка крупных/тяжелых деталей и сложных пресс-форм. По сравнению с VMC1160 имеет больший стол, повышенную грузоподъемность и увеличенный ход, что делает его более подходящим для обработки средних и крупных заготовок.

CK6163, оптовый токарный станок с ЧПУ плоскостаночный, токарный обрабатывающий центр 1 метр, станок-автомат с ЧПУ
CK6163 – это горизонтальный токарный станок с ЧПУ большого поворота, высокой жесткостью и экономичной конструкцией. Основное назначение – эффективная и высокоточная токарная обработка крупноразмерных деталей вала, диска и втулки. Подходит для мелкосерийного и крупносерийного производства разнообразной продукции.



